

Teknisk lösning för att lösa obalanserad strängsprutningshastighet för strängsprutningslinje med fyra kaviteter av plastprofiler
Teknisk lösning för att lösa obalanserad strängsprutningshastighet för strängsprutningslinje med fyra kaviteter av plastprofiler
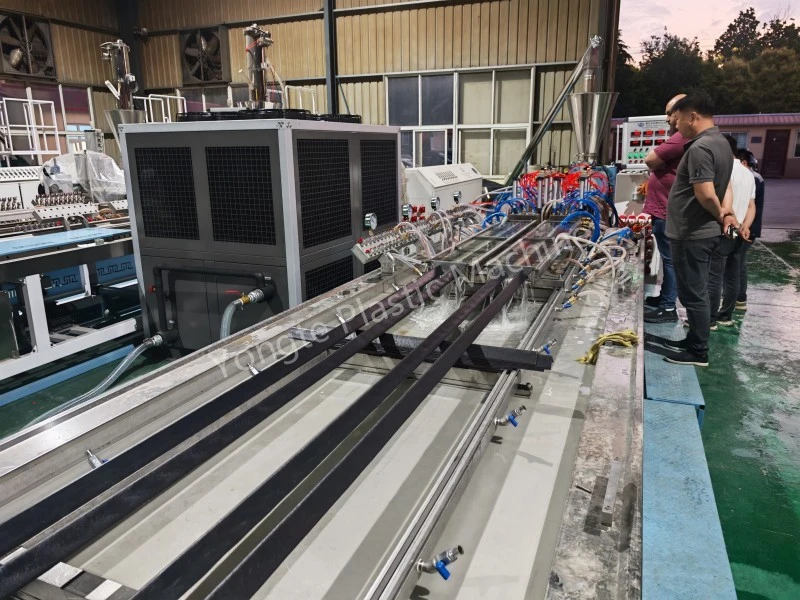
I tillverkningsprocessen för strängsprutning av plastprofiler med fyra kaviteter är obalanserad strängsprutningshastighet bland de fyra hålrummen ett vanligt tekniskt problem. Detta problem kommer direkt att orsaka inkonsekvent produktdimensionell noggrannhet, ojämn väggtjocklek, defekta profiler och minskat produktionsutbyte, vilket allvarligt begränsar stabiliteten och effektiviteten för massproduktion. Baserat på de faktiska produktionsmaterialen och produktspecifikationerna från kunder har Yongtes ingenjörsteam utvecklat ett målinriktat professionellt optimerat form- och stödsystemdesignschema för att grundligt lösa problemet med inkonsekvent driftshastighet för fyra-kavitetsprofiler, för att realisera högprecision, stabil och synkron produktion av fyra-kavitets extruderingslinjer.
1. Bakgrund till tekniska problem
Traditionella integrerade extruderingsformar med fyra kaviteter antar en integrerad uppvärmnings- och flödeskontrollstruktur. Påverkad av faktorer som ojämn smältflödesfördelning, temperaturavvikelse i munstyckets lokala områden och bearbetningsmonteringsfel, är extruderingshastigheten för de fyra kaviteterna utsatt för inkonsekvens under kontinuerlig produktion. Hastighetsavvikelsen mellan kaviteterna kommer att leda till skillnader i profilbildningshastighet och kylningskrympning, vilket resulterar i satskvalitetsdefekter såsom skevhet, deformation, storlek utanför tolerans och ojämn ytplanhet hos färdiga produkter, som inte kan uppfylla de högstandardiserade produktionskraven för plastprofiler.
2. Professionellt optimerat designschema
I kombination med kundens råvaruegenskaper, produktstrukturparametrar och produktionsförhållanden på plats har Yongtes ingenjörer utfört målinriktad skräddarsydd design för formstrukturen, flödeskontroll, dragskärning och extra transportsystem, med detaljerade tekniska lösningar enligt följande:
2.1 Dubbel formkroppsstruktur med oberoende temperaturkontroll
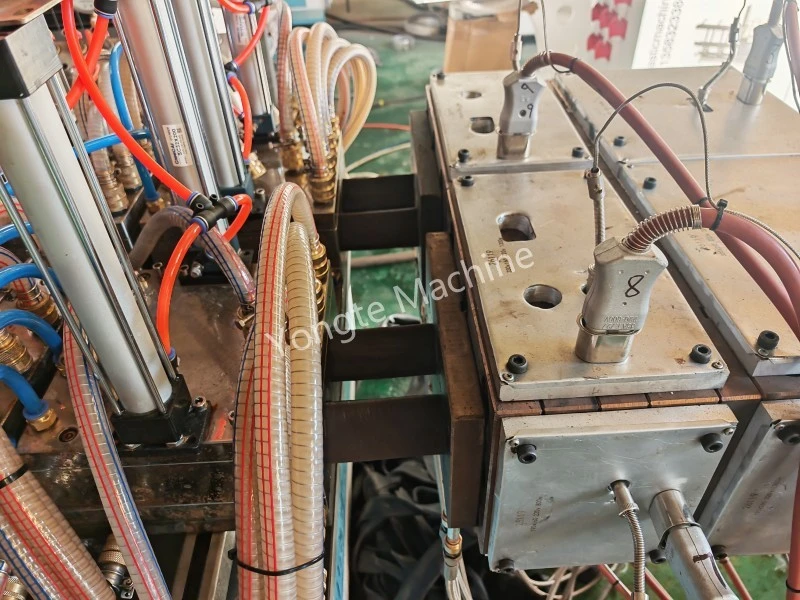
Den ursprungliga inbyggda formkroppen med fyra kaviteter är optimerad för endubbel oberoende formkroppsstrukturmed varje formkropp utrustad med två extruderingshåligheter. De två uppsättningarna av formkroppar är helt oberoende i strukturell design och temperaturkontrollsystem. Varje formkropp är konfigurerad med en oberoende värmemodul och temperaturkontrollenhet, som kan realisera separat precisionstemperaturjustering och konstant temperaturkontroll. Denna design löser effektivt problemet med inkonsekvent smältfluiditet orsakad av integrerad formtemperaturavvikelse, stabiliserar det plastiska smälttillståndet för varje kavitet från källan och eliminerar den grundläggande orsaken till hastighetsskillnad mellan olika formkroppar.

2.2 Oberoende flödesjusteringsmekanism för singelkropp
Varje oberoende formkropp är utrustad med en speciell flödesjusteringsmutteranordning. För hastighetsavvikelsen för de två kaviteterna inuti samma enda formkropp orsakad av små flödesskillnader och monteringsfel, kan finjustering online realiseras genom flödesjusteringsmuttern. Genom att exakt justera smältmatningsflödet för en enda kavitet, kan extruderingshastigheten för de två kaviteterna i samma formkropp hållas helt synkron, vilket realiserar mikronivåkalibrering av kavitetshastigheten och säkerställer enhetligheten i extruderingsutmatningen och formningshastigheten för varje kavitet i samma grupp.
2.3 Dubbelt oberoende system för draghastighetskontroll
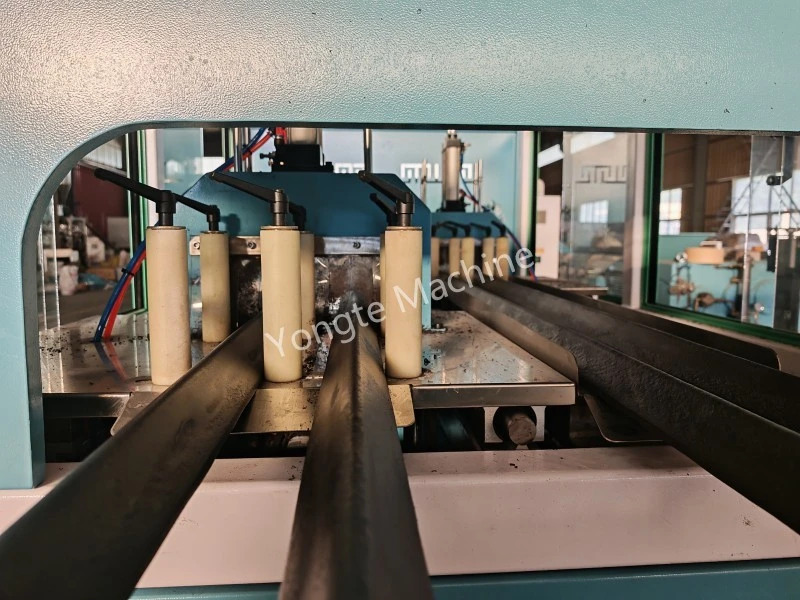
En dubbla uppsättningar av oberoende dragsystem är konfigurerade för att matcha den dubbla formkroppen och hålrumslayouten med dubbla grupper. Till skillnad från det traditionella enkeldragningsläget som driver fyra kaviteter samtidigt, fungerar de två uppsättningarna dragutrustning oberoende med separata hastighetskontrollprogram. Systemet kan oberoende justera draghastigheten för de två grupperna av profiler med två kaviteter i enlighet med den faktiska strängsprutningshastigheten för de två formkropparna, realisera dynamisk matchning av strängsprutningshastighet och draghastighet, undvika profilsträckning, krympning och dimensionsavvikelse orsakad av asynkron dragkraft, och ytterligare säkerställa den övergripande konsistensen av kaviteten i fyra hålrum.

2.4 Oberoende skärsystem med fast längd
Motsvarar den dubbla extruderings- och dragstrukturen, två uppsättningar oberoende skärsystem är utrustade för separat skärning med fast längd. Varje skärsystem spårar och matchar körhastigheten och matningstakten för motsvarande grupp av profiler oberoende av varandra. Det oberoende skärkontrollläget eliminerar skärfelet och längdinkonsekvensen som orsakas av enhetlig skärning av profiler med små hastighetsskillnader, säkerställer skärnoggrannheten i fast längd för varje kavitetsprofil och förbättrar produktkvalificeringsgraden.
2.5 Matchande automatiskt transport- och staplingssystem
Två uppsättningar oberoende transport- och staplingsställ är konfigurerade, som är exakt matchade med de dubbla skärsystemen. Efter avslutad skärning med fast längd av skärutrustningen, slutför transport- och staplingsutrustningen automatiskt materialmottagning, transport och stapling av motsvarande grupp av profiler. Den synkrona och oberoende driften av transportsystemet undviker materialansamling, extrudering och transportförvirring orsakad av asynkron hastighet hos olika kavitetsprofiler, säkerställer en smidig och kontinuerlig drift av hela produktionslinjen och realiserar automatiserad och ordnad produktion.

3. Tekniska fördelar och produktionseffekter
Genom ovanstående systematiska skräddarsydda design är problemet med inkonsekvent strängsprutningshastighet med fyra kaviteter vid tillverkning av plastprofiler helt löst. Den dubbla matrisoberoende temperaturkontrollen + finjustering av flödet i en grupp + dubbla oberoende drag- och skärsystem bildar ett fulllänkhastighetskalibrering och synkront styrsystem. Schemat har följande betydande fördelar: för det första realiserar det källkontroll av smältflöde och temperatur, och eliminerar den initiala hastighetsskillnaden för extrudering; för det andra realiserar den dynamisk finjustering av hastigheten i produktionsprocessen för att säkerställa långsiktig synkron drift av fyra kaviteter; För det tredje förbättrar det matchande automatiserade hjälpsystemet produktionsstabiliteten och konsistensen hos färdiga produkter.
Efter produktionsverifiering på plats minskar denna optimerade design effektivt dimensionstoleransen och formningsdefektfrekvensen för profiler med fyra kaviteter, förbättrar den totala produktionsstabiliteten och produktionseffektiviteten för extruderingslinjen och är lämplig för långtids- och högvolymstandardiserad produktion av olika plastprofiler.

Relaterade nyheter
- 4 Cavity Plast Profile Production Line Leverans till Jordanien efter framgångsrik driftsättning
- Professionella lösningar för gulning, ränder och sprickbildning av trä-plastkompositdörrytor
- 4 hålrum återvunnen plastprofil extruderingsmaskin Nå 8 meter/minut hög hastighet
- Lösning för WPC Extruder Produktionsproblem
- Vilket material kan användas i Yongte WPC-maskin?
- Produktionslinje för avfallstextilåtervinning har testats framgångsrikt
Lämna ett meddelande till mig











