

Hur kan man förbättra produktionshastigheten för WPC-däckextruderingslinjen?
Optimera produktionshastighet för WPC-däckextruderingslinjer: En omfattande guide
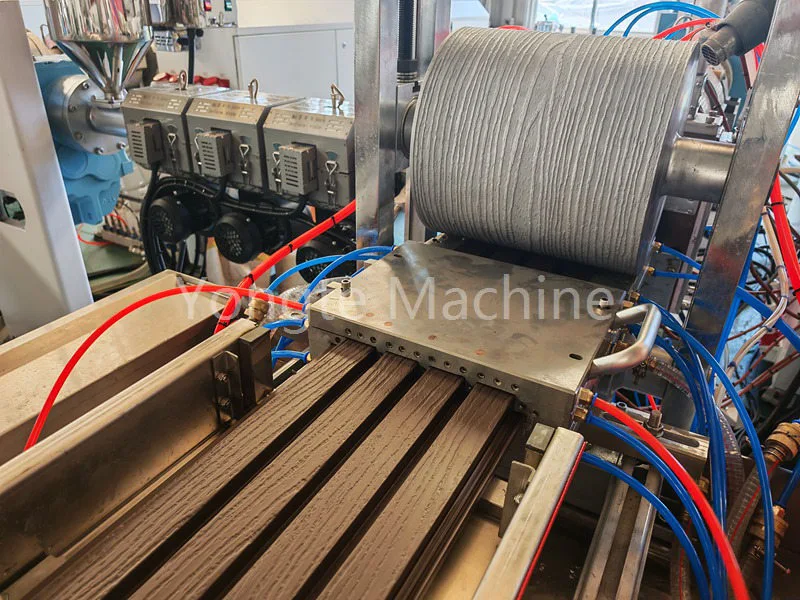
Yongte är professionell tillverkare för hög hastighetWPC däck extrudering linje med hög kapacitet för att göra högkvalitativa WPC-däckprodukter. För att maximera produktionshastigheten iWPC däck extrudering linjes, kärnstrategin fokuserar på fem sammanlänkade mål: stabilisera mjukningseffektiviteten, minimera materialmotstånd, möjliggöra snabb kylning, säkerställa full-line synkronisering och minska stilleståndstiden – allt samtidigt som strikta produktkvalitetsstandarder upprätthålls.

I. Formulering och förbehandling av råmaterial (grunden för smidig extrudering)
1. Optimera formuleringen för att förbättra flytbarheten och termisk stabilitet
· Kompatibilitetsmedel/länker: Tillsätt tillräckligt med maleinsyraanhydridympad PE/PP (t.ex. MAH-g-PE) för att förbättra vidhäftningen av träpulver och plast och därigenom minska agglomerering och smältbrott.
· Smörjmedelssystem:
o Interna smörjmedel (t.ex. stearinsyra, PE-vax) minskar smältviskositeten och minskar därigenom skruvens skjuvningsvärme och belastningen på huvudenheten.
o Externa smörjmedel (t.ex. paraffin, oxiderat polyetenvax): Minska material-till-cylinder/form-friktion och lägre extruderingstryck.
o Den totala tillsatsmängden bör kontrolleras inom 1 %–3 % för att förhindra överdriven extern glidning som kan orsaka skiktning och ytdefekter.
· Fyllning och träpulver: Fukthalten i träpulver bör kontrolleras till ≤3 %, med enhetlig partikelstorlek (80–120 mesh); aktiverat kalciumkarbonat bör väljas för att minska oljeabsorptionen och öka viskositeten.
2. Blandning och förplasticering (flaskhals på framsidan)
· Höghastighets varmblandning i kombination med kallblandning säkerställer enhetlig blandning utan döda zoner, vilket förhindrar lokaliserat "dött material" eller agglomeration.
· När det är möjligt kan förmalningsprocessen införlivas för att smälta samman pulvermaterial till granulat, vilket säkerställer stabilare matning, snabbare mjukning och en 20–30 % ökning av linjehastigheten.

II. Extruder värd och skruv (kärnkraftsenhet)
1. Optimering av skruv och fat
· Högt bildförhållande (L/D=40–48) och parallella dubbelskruvar med högt vridmoment är valda för att förbättra skjuv- och blandningsprestanda, vilket gör dem lämpliga för WPC-formuleringar med hög fyllning.
· Skruvkombination: öka volymen på transportsektionen, optimera layouten av blandningsblocket/skjuvblocket, reducera skjuvvärmen och förbättra transporteffektiviteten under förutsättningen av mjukning.
· Opvärmning av formrör: använder zonerad precisionstemperaturkontroll (PID) med temperaturfluktuationer ≤±1℃ för att förhindra lokal överhettning eller otillräcklig mjukning.
2. Hastighets- och lastmatchning (nyckel till acceleration)
· Motorhastighet: Öka gradvis hastigheten samtidigt som du bibehåller 70 %–90 % av märkvridmomentet och stabil ström (PE/PP-system kan nå 150–250 rpm).
· Matningssynkronisering: En viktminskningsmatare används, som är kopplad till huvudmaskinens rotationshastighet för att säkerställa en skruvslitsfyllnadsgrad på 70–90 %, vilket förhindrar "tomgångsrotation" eller överbelastning.
· Vakuumsystem: Upprätthåller ett stabilt högvakuum (-0,08 till-0,09 MPa), tar omedelbart bort vattenånga och flyktiga komponenter, minskar bubblor, förbättrar ytkvaliteten och förbättrar bearbetningshastigheten.

III. Form och inställning (bestäm maximal linjärhastighet)
1. Formdesign och flödeskanaloptimering
· Munstyckshuvudet av hängare och fiskstjärtstyp som är optimerade med CFD-simulering har en jämn flödeskanal och jämn tryckfördelning, vilket kan undvika att material fastnar och lokal överhettning.
· Spalten i formen är rimlig och kompressionsförhållandet är måttligt (3-5:1), vilket minskar extruderingstrycket och smältmotståndet.
· Mögeluppvärmning: med zonstyrd temperaturkontroll och tillräcklig värmeeffekt säkerställs att smältans temperatur i formhåligheten är enhetlig och att flytbarheten är konsekvent.
2. Kalibreringssystem (kärnflaskhals för hastighetsförbättring)
· Det långsträckta inställningsbordet (vanligtvis 8–12 m) ökar kylarean och kontakttiden.
· kylvätskepassage :
o Det cirkulerande vattnet med högt flöde och låg temperatur (15–25°C) används för att snabbt avleda värme och förkorta härdningstiden.
o Flerpunktssprutning i formen och vakuumadsorption säkerställer att profilen fäster snabbt vid formen, bibehåller dimensionsstabilitet och förhindrar deformation.
· Vakuumstabilitet: Säkerställer att profilen är helt adsorberad i formningsformen med jämn kylning, vilket avsevärt förbättrar draghastigheten.
IV. Dragkraft, kylning och baksektion (synkront över hela linjen)
1. Dragsystem
· Flervalsmaskinen med hög friktion är synkroniserad med huvudmaskinens hastighet i slutet slinga (PID), med linjär hastighetsfluktuation ≤±0,1m/min.
· Traktionshastighet som matchar strängsprutningshastigheten: Under förutsättningen att tillåta formkylning, öka gradvis dragkraften för att uppnå "höghastighetssträngsprutning + höghastighetsdragkraft".
2. Kylsystem (sekundär kyla)
· Förläng spraykylvattentanken (5–10 m) för att säkerställa att profilerna snabbt svalnar till rumstemperatur efter att de lämnat formningsbordet, vilket förhindrar efterföljande deformation eller dålig skärning.
· Extra kylfläkt: Yttvungen luftkylning för att förbättra kylningseffektiviteten.
3. Kapning och palletering (minska stilleståndstid)
· Produktionen är kontinuerlig utan uppehåll.
· Optimera skärparametrar för att minska grader och avfall, och sänk frekvensen av verktygsbyten och rengöring.
· Automatisk palletering/stapling: minskar manuella ingrepp och förbättrar produktionseffektiviteten.

V. Processkontroll och intelligens (stabiliserad acceleration)
· Optimering av temperaturkurvan:
o Tunnan: låg temperatur i matningssektionen (anti-bryggbildning) → gradvis uppvärmning i mjukningssektionen → konstant temperatur i homogeniseringssektionen → något högre i formhuvudet (för att bibehålla flytbarheten).
o Undvik mönstret "lågt fram, högt bak" för att förhindra otillräcklig mjukgöring och tryckspikar.
· Tryckövervakning:
Håll munstyckstrycket inom ett rimligt område (t.ex. 10–18 MPa). Om betydande tryckfluktuationer uppstår, minska hastigheten eller se över formuleringen/formen.
· Integrerad systemkontroll:
PLC hanterar alla komponenter inklusive värd, matning, vakuum, dragkraft, kylning och skärning med en-trycks start/stopp och realtidsparameterjustering.
· Onlineinspektion:
laserdiametermätning, realtidsåterkoppling av tjocklek/bredd, automatisk finjustering av dragkraft/temperatur, reducering av skrot och stilleståndstid för justeringar.

Sammanfattning
För att uppnå omfattande optimering måste förbättringar sträcka sig över flera kritiska områden: förbehandling av formel och råmaterial, konfiguration av huvudmaskin och skruv för extrudering, formdesign och formningssystem, dragkylning och nedströmsprocesser, såväl som processtyrning och intelligenta ledningssystem. För det första, optimering av materialformeln för att förbättra fluiditet och termisk stabilitet – kombinerat med exakt blandning och förplasticering – etablerar den grundläggande grunden för smidig extrudering. För det andra, att uppgradera skruv-pip-enheter samtidigt som man säkerställer optimal hastighets-belastningsmatchning fungerar som en central drivkraft för hastighetsförbättring. För det tredje, sofistikerad formdesign, optimering av flödeskanaler och förbättringar av vakuumformningsbord fungerar som kritiska möjliggörare för att maximera linjehastigheten. Dessutom underlättar nedströms processoptimering – som omfattar dragsystem, kyllinjer och automatiserad skärning/palletering – synkronisering av hela linjen och minimerar produktionsstopp. Avancerad processkontroll och intelligent teknik säkerställer slutligen en stabil, konsekvent produktion, och realiserar därigenom hållbara hastighetsförbättringar utan att kompromissa med produktkvaliteten.
Relaterade nyheter
- Lösning för WPC Extruder Produktionsproblem
- Vilket material kan användas i Yongte WPC-maskin?
- Produktionslinje för avfallstextilåtervinning har testats framgångsrikt
- Jämförelse inomhus WPC vs utomhus WPC
- Meddelande om godkännande av tester för återvinning av kläder och återanvändning av projektutrustning
- Yongte cementpåsåtervinningslösning: Förvandla avfall till högkvalitativa stängselstolpar av plast
Lämna ett meddelande till mig











